Платформа керування Advantech APAX інтегрує рівні IT/OT виробничих ліній з CNC
Вступ
Завдяки більш коротким циклам розробки продукції маркетингове прогнозування та планування виробництва стали ще більш важливими в сучасних висококонкурентних галузях обробки з CNC. У зв'язку з цим обробні заводи з CNC потребують систем планування ресурсів підприємства, для оптимізації планування виробництва та оперативного контролю. Тип MES, який раніше відповідав за керування виробництвом, вже не просто відіграє допоміжну роль на рівні OT. Традиційно ці дві системи будуть працювати незалежно і рідко будуть напряму взаємодіяти одна з одною. Тим не менш, вони стали критично важливими для реалізації інтелектуальних фабрик та стали центром, який поєднує рівні IT та OT на виробничих лініях з CNC.
Розробники MES можуть використовувати промислові ПК (ППК) та PLC у виробничих лініях з CNC в якості мосту для поєднання систем. Проте, такий традитційни підхід ефективен лише тілько для передачі простих сигналів; крім того, відсутній надійний механізм, а витрати на оплату праці високі через необхідність покладатися на ручне керування. Для двовимірних штрих-кодів та інших білш складних типів даних цей підхід створює проблеми з інтеграциією інтерфейса та продуктивністю декодування. Крім того, хоча розробники систем часто знайомі з ІТ, їх розуміння систем автоматичного керування, як правило, обмежене. Тому визначення того, як ефективно поєднати рівні IT та OT, є серйозною проблемою для деяких розробників.
В якості платформи керування з відкритим ядром на базі x86, яка може одночасно працювати з ядром CODESYS та Windows в реальному часі, APAX-5580 від Advantech забезпечує високи ступінь інтеграції систем ІТ та ОТ, забепечуючи при цьому стабильність та високу продуктівність. В поєднанні з серією локальних та віддалених продуктів вводу-виводу APAX-5000 цей пристрій не тільки забезпечує гнучкість в розгортанні інтерфейсів зв'язку для виробничих ліній з CNC, але і спрощує розширення у майбутньому. В межах цього проекту технологія Tianjin GOOD MOLD змогла домогтися дистанційного керування та уніфікованого керування виробничими лініями з ЧПУ через єдину платформу керування, в яку були інтегровані верстати MES та електроерозійної обробки (EDM).
Системні вимоги
Tianjin GOOD MOLD Technology - системний інтегратор, який надає програмне забезпечння для керування інформацією та автоматизовані заводські рішення для обробки з CNC та прес-форм. У відповідності з Промисловістю 4.0 компанія планувала включити систему керування електродами до своєї MES, щоб керувати інструментальними електродами машин EDM. МЕта полягала в тому, щоб зв'язати дані з інформаційною системою на рівні вищого керівництва. Інтегрував рівні ІТ та ОТ, компанія розраховувала підвищити свою продуктивність.
Система керування електродами складалася з верстатів з CNC та бібліотек електродних із 144 інструментів (24 інструмента в шести шарах). Нижняя частина кожного інструмента була позначена двохвимірним штрих-кодом для ідентифікації, щоб верстати з CNC могли бути оснащені правильними інструментами у відповідності з інструкціями MES. Першочергово компанія вирішила добавити японський PLC з контролером сервопривода на кожному пристрої (тобто по одному на бібліотеку верстатів з CNC та бібліотеки електродних інструментів) та встановити IPC на верхньому рівні. Це виявилось не ефективним для роботы з багатьма штрих-кодами. Крім того, отримання даних про сигнали було ускладнене, вартість була високою, а технічна підтримка в реальному часі не була надана постачальникам обладнання. Отже, компанія шукала більш підходящу високопродуктивну систему керування ядром.
В доповнення до того, що новий клиєнтський пристрій MES був налаштований в якості вузла, він повинен був автоматично обирати інструментальні електроди у відповідності з інструкціями MES. Оскільки кожний пристрій знаходився на відстані до десятків метрів один від одного, нове рішення повинно було забезпечувати дистанційне керування цими пристроями із центральної диспетчерської. Крім того, програмне забезпечення повинно було забезпечувати мовну підтримку високого рівня , щоб допомогти програмістам та прискорити завершення розробки програми. Що стосується керування, то для реалізації проекта потребувалось значна кількість цифрових входів та виходів та функції перетворення протоколу, щоб 2D-сканування штрих-коду могло бути передано до MES. Нарешті, необхідна підтримка EtherCAT, для того щоб можна було підключати модулі імпульсного перетворення для приведення крокових двигунів в обертання та розташування бібліотеки інструментів.
Характеристика системи
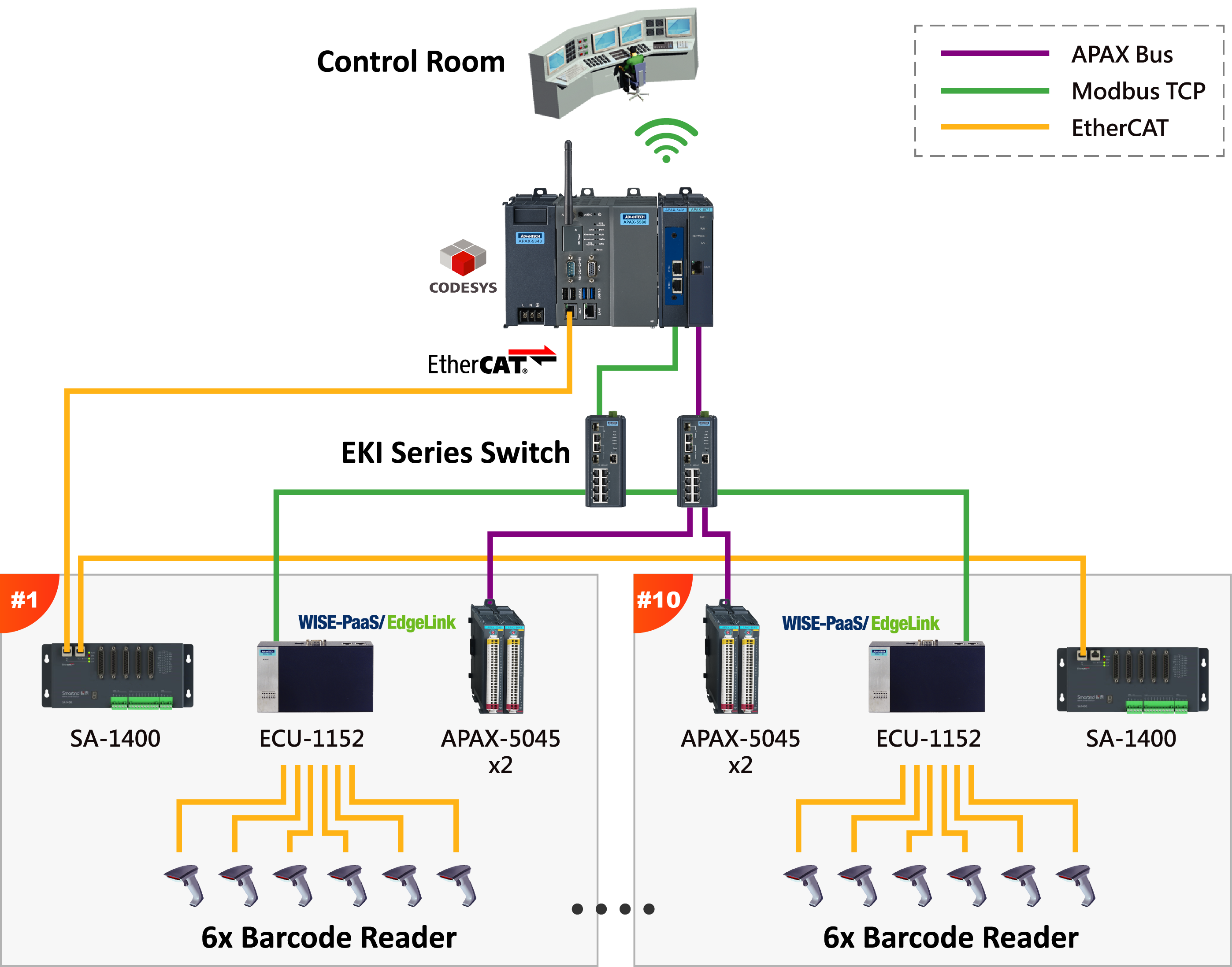
APAX-5580 від Advantech використовувався в якості ядра керування системою для поєднання рівней IT та OT. В якості клієнта MES APAX-5580 використовувався для передачі даних від низькорівневих пристроїв в MES в центральній кімнаті керування та для отримання інструкцій від MES для керування фрезерным верстатом з CNC та бібліотекою електродних інструментів під час обробки. APAX-5580 був підключений до шлюзів ECU-1152 через Modbus/TCP та стороні модулі імпульсного перетворення через EtherCAT, що дозволило завантажувати дані штрих-коду і керувати декількома машинами EDM.
Унікальний двоядерний процесор і механізм оптимізації двоядерного процесора APAX-5580 дозволили йому безперешкодно інтегрувати рівні IT і OT. Одне з ядер призначене для ОС Windows Embedded Standard 7, щоб гарантувати, що клієнтський вузол MES може успішно зв'язуватися з рівнем ІТ, а інше ядро може обробляти рух, логіку і управління шиною, щоб забезпечити чуйність і стабільність на рівні OT. Крім того, наявність апаратного і програмного забезпечення, інтегрованого в єдину платформу, спрощує структуру системи і забезпечує зручність технічного обслуговування, а її унікальна модульна конструкція дозволяє виконувати масштабування або регулювання без необхідності заміни ядра управління. Для ІТ-інженерів, які можуть не володіти мовою PLC для написання програм автоматичного управління рухом і логічного управління, CODESYS підтримує структурований текст, що дозволяє використовувати мову програмування більш високого рівня, з яким вони вже знайомі.Така конструкція системи в поєднанні з високоякісними послугами технічної підтримки Advantech значно скоротила час розробки технології Tianjin GOOD MOLD і прискорила їх вихід на ринок.
Ще одна причина, по якій був обраний APAX-5580, полягає в тому, що його можна розширити для забезпечення управління як локально, так і віддалено, що означає, що пристрої можна було встановити поруч з місцем, де фактично були розташовані верстати з CNC ( це відноситься до всіх модулів введення / виведення серії APAX-5000). Модуль також можна використовувати для мереж з лінійної топологією (для великих виробничих ліній з CNC) або топологією типу «зірка» (щоб гарантувати, що блоків не будуть порушені в разі виникнення проблеми).
Нарешті, були обрані блоки ECU-1152, оскільки вони мають шість ізольованих послідовних портів RS-232, що дозволяє підключатися до багатьох 2D-сканерів штрих-коду. Завдяки вбудованому програмному забезпеченню WebAccess / TagLink дані можна було легко перетворити з RS-232 в Modbus для передачі на верхній рівень APAX-5580 через Інтернет.
Реалізація проекту
- APAX-5580-4C3AE: вбудований контроллер без вентилятора з Intel® Core ™ i7 / i3 / Celeron на DIN-рейці IPC з 2 x GbE, 2 x mPCIe і 1 x VGA
APAX-5343-AE: модуль живлення змінного струму
- SQF-SMSM4-32G-S8E: SSD-накопичувач mSATA 32 ГБ
APAX-5402L-E2A2AE: модуль розширення
APAX-5435-AE: модуль розширення APAX iDoor
APAX-5091AE-ES: 2 модуля порту LAN для iDoor
APAX-5002-AE: модуль розширення на 2 слота
APAX-5045-AE: 24-канальний цифровий модуль вводу / виводу
ECU-+1152: інтелектуальний шлюз
Серії EKI: промислові вимикачі
Системна діаграма
Висновок
Обробні заводи з CNC, зокрема, йдуть в ногу з тенденцією Промисловості 4.0 з їх переходом на інтелектуальні заводи. Щоб досягти мети, їх виробничі елементи повинні бути повністю пов'язані, щоб здійснити повну оптимізацію робочого процесу. Однак інтеграція рівнів IT і OT повинна бути їх головним пріоритетом. Якщо системні інтегратори будуть продовжувати концентруватися на традиційному підході до управління PLC при наданні рішень виробникам, вони зіткнуться з багатьма проблемами в процесі розробки. Це особливо актуально з урахуванням складності, що вже пов'язані з розробкою системи відповідно до стандартів Промисловості 4.0 і поліпшенням часу виходу клієнта на ринок.
Advantech має широкий спектр продуктових лінійок і тому може задовольнити різні вимоги до апаратного та програмного забезпечення. Крім того, висока продуктивність продуктів забезпечує надійність системи. Простота інтеграції та чітка структура дозволяють системним інтеграторам швидко сформулювати відповідне рішення, яке буде легко підтримуватися в майбутньому. Для розробників ІТ, які не мають глибокого розуміння систем управління автоматизацією, Advantech має великий досвід в галузі промислового контролю і може запропонувати професійні консультації та технічну підтримку для розробки рівня OT, гарантуючи, таким чином, інтеграцію апаратного і програмного забезпечення відповідно до очікуваних результатів кінцевого користувача.
Після впровадження комплексного рішення Advantech з управління ядром інтеграція ІТ-та OT-шарів Tianjin GOOD MOLD Technology знизила темпи ремонту верстатів до 30%, скоротила час обробки з 24 до 3 годин, потроїла ефективність виробництва і знизила витрати на персонал на 70%.
З огляду на популярність цієї системи на ринку, технологія Tianjin GOOD MOLD планує використовувати її базову архітектуру в якості основи для з'єднання інших систем виробничої лінії або копіювання її в системи управління верстатами з CNC після настройки. Компанія сподівається зробити обробляє обладнання з CNC, пристрої зберігання даних і комп'ютерні системи управління, які роблять гнучкі виробничі системи більш інтелектуальними, щоб прискорити цифровізацию обробних заводів з CNC і по-справжньому впровадити гнучкі виробничі лінії.